Monkey Puzzle
Member
Update May 2022
So this project was started in 2009, and got to a working stage with hardware in etc, but as I was moving every year or more frequently for work (sometimes out of the country) I switched to using a modded Lian Li PC7 watercooled case, or briefly a gaming laptop for covenience.
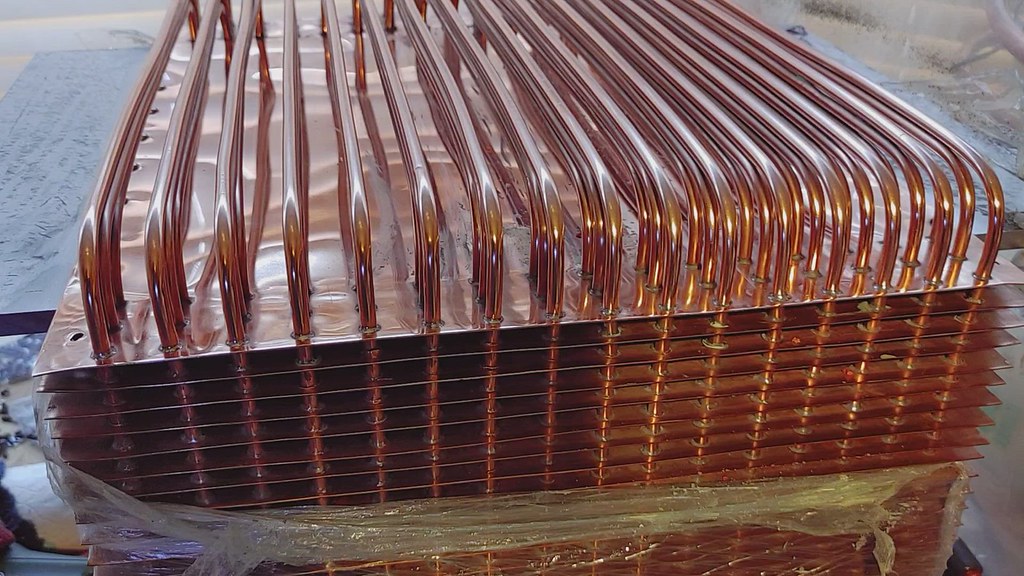
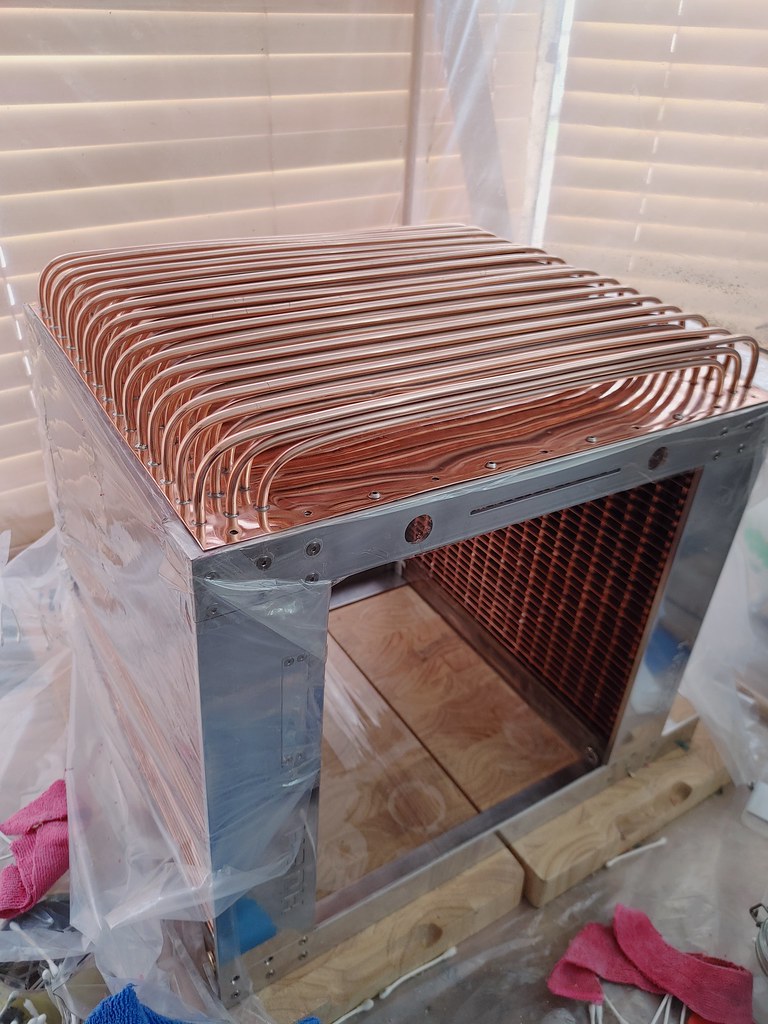
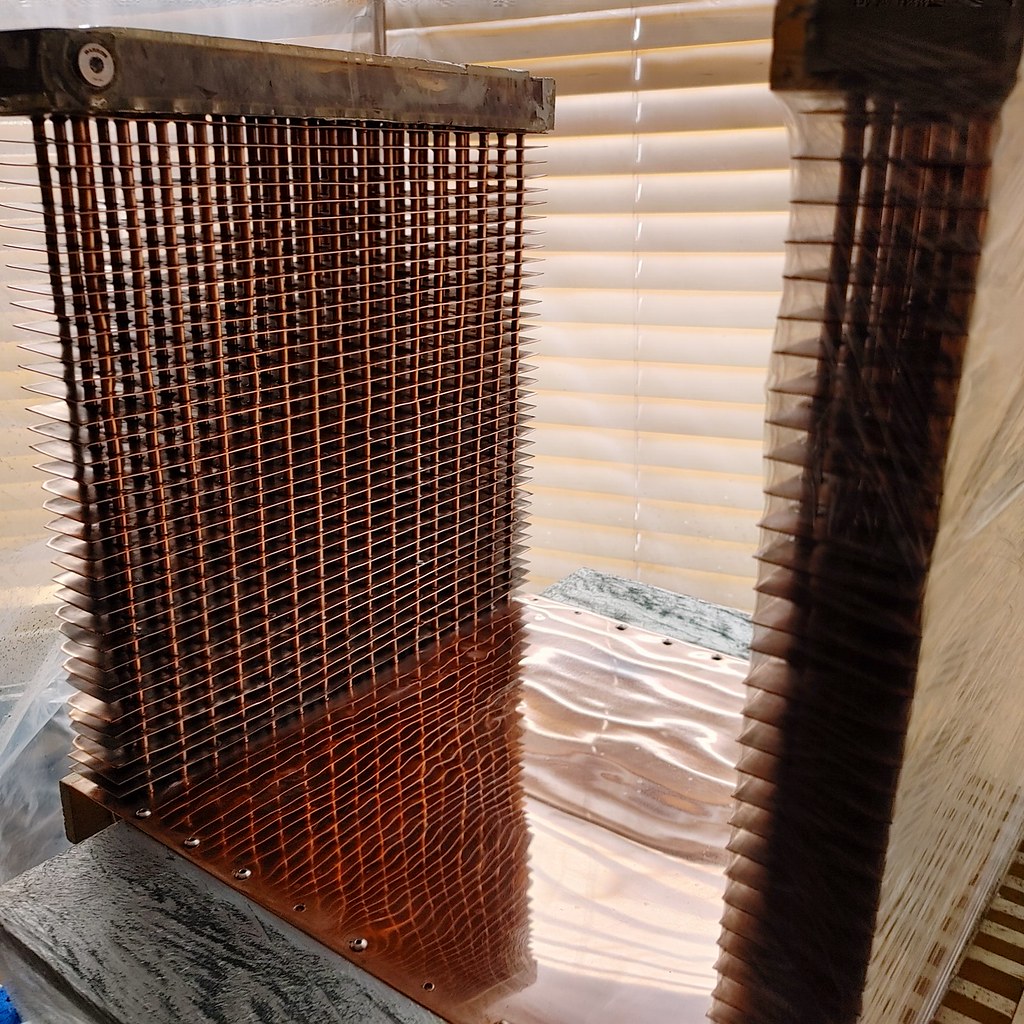
Last Summer when changing water in my loop I rediscovered this under a table, and for some unknown reason thought polishing it and finishing it would be a good idea. So what do we have?
 20210719_175350_HDR by Tom ., on Flickr20210719_175552_HDR by Tom ., on Flickr
20210719_175350_HDR by Tom ., on Flickr20210719_175552_HDR by Tom ., on Flickr
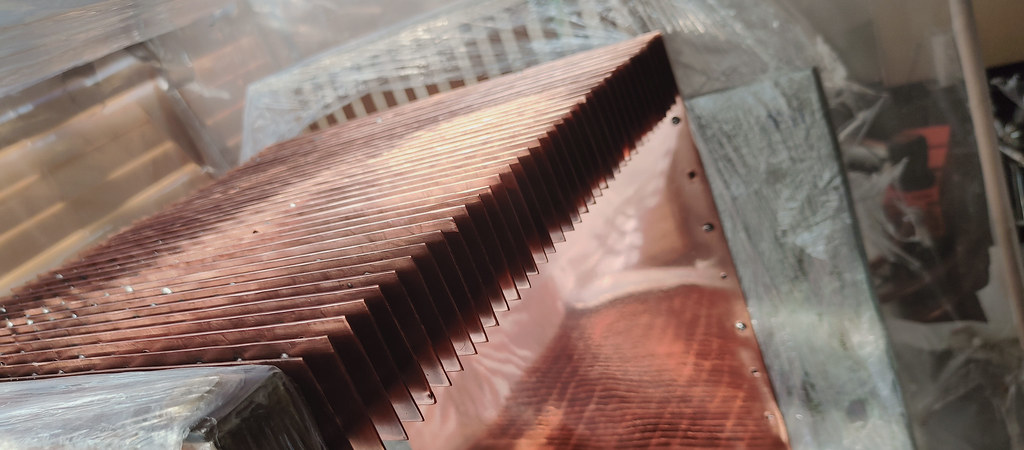
 20210719_175647_HDR by Tom ., on Flickr
20210719_175647_HDR by Tom ., on Flickr
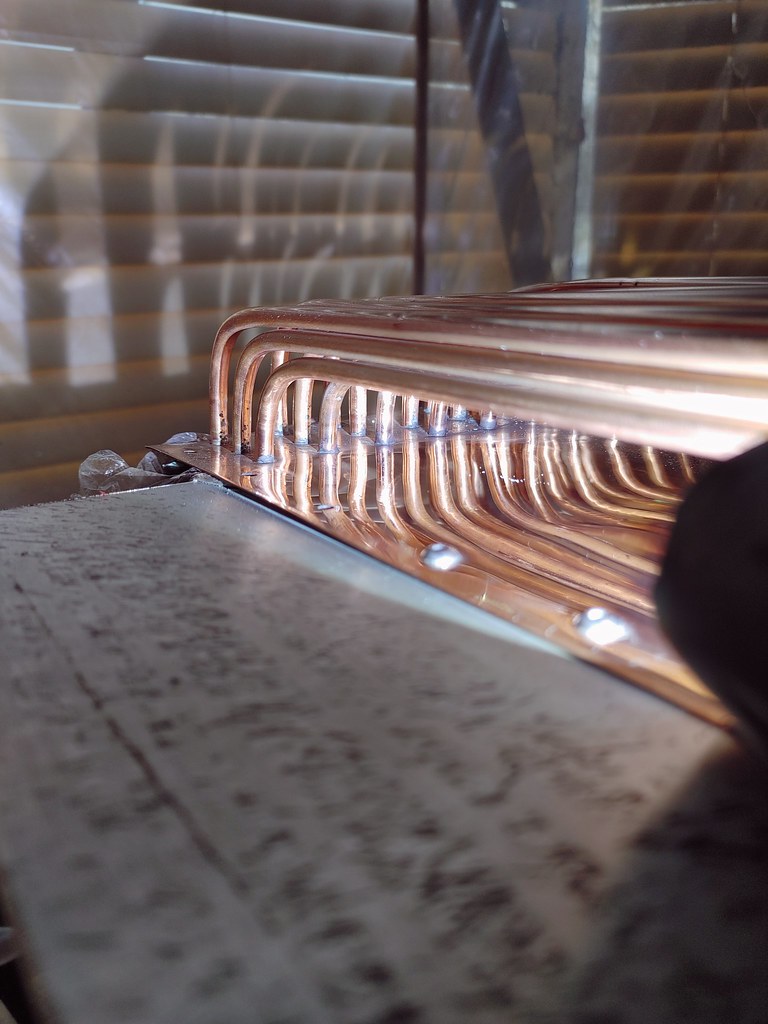
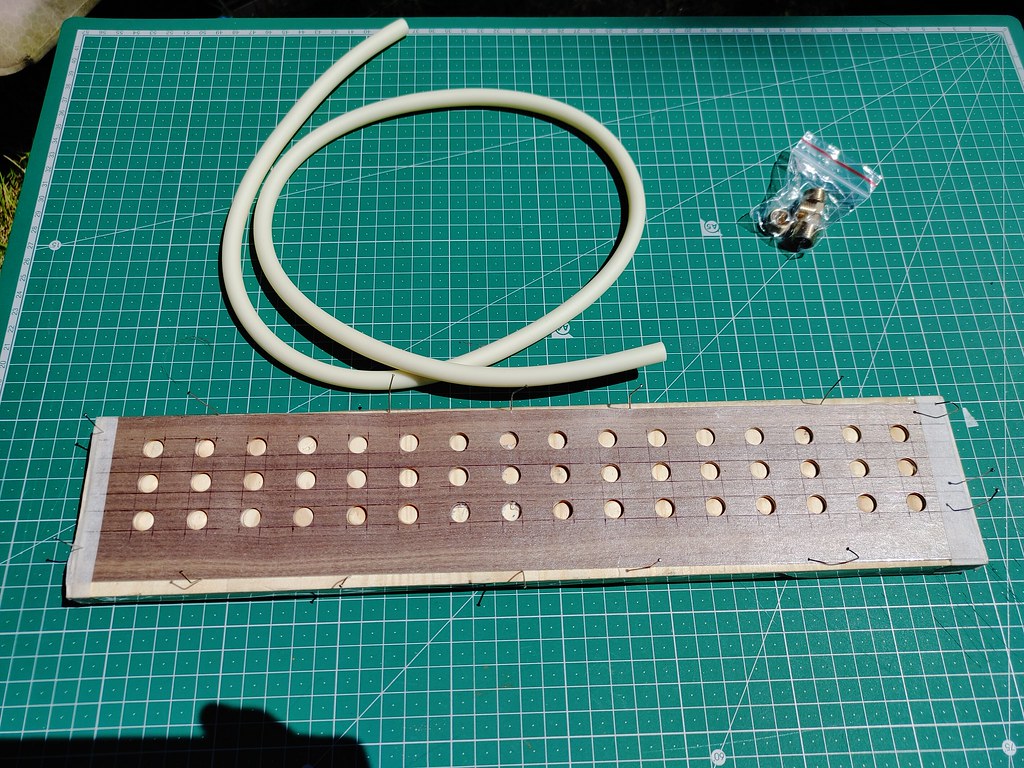
 20210719_175559_HDR by Tom ., on Flickr
20210719_175559_HDR by Tom ., on Flickr
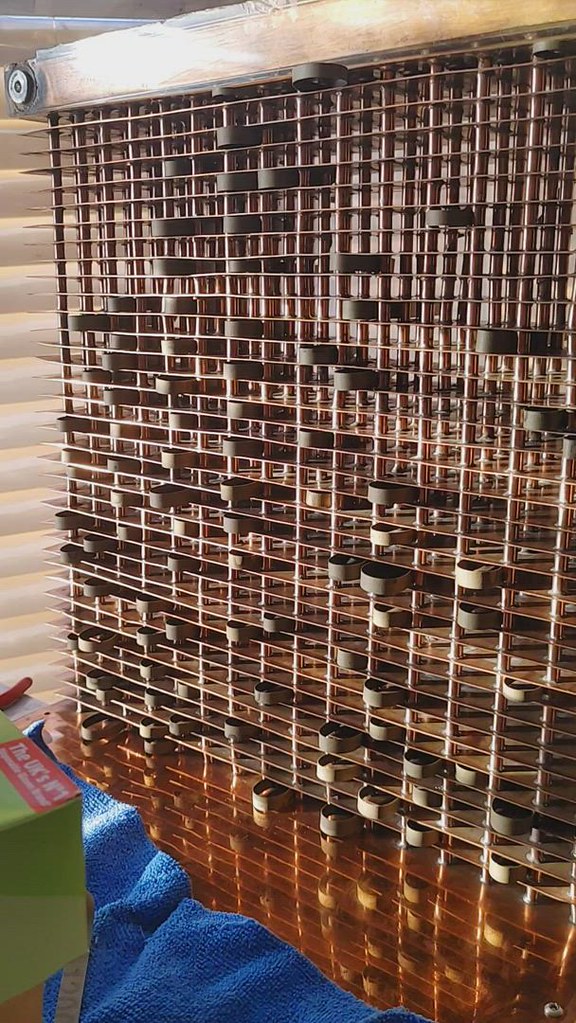
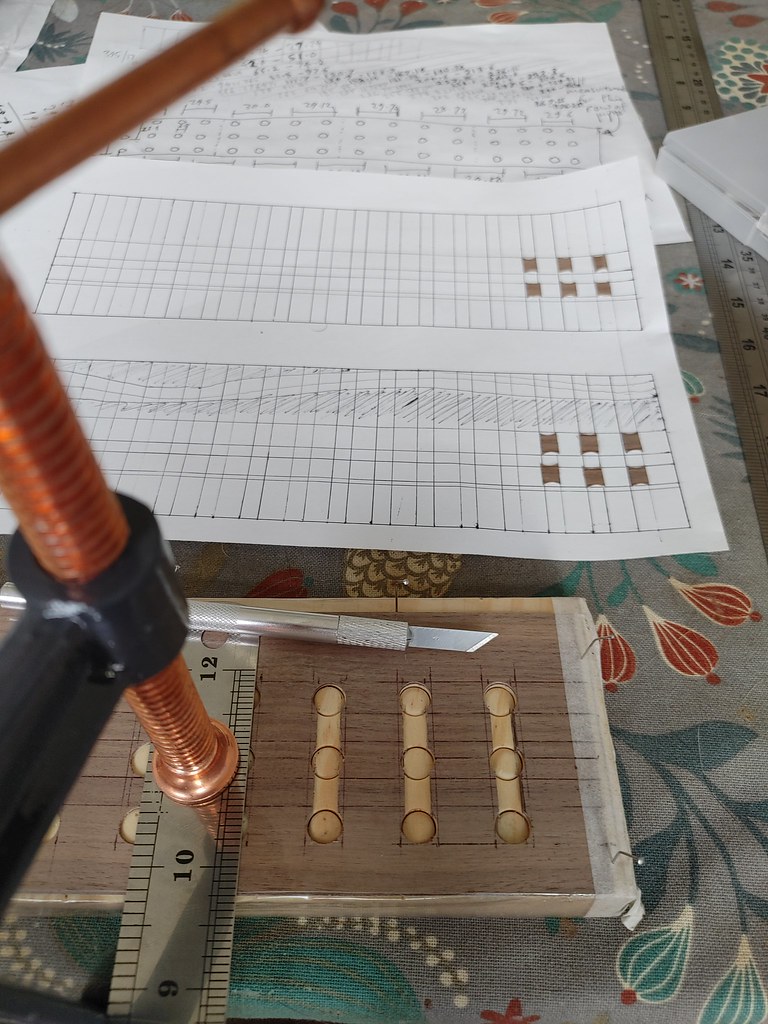
 20210720_210723 by Tom ., on Flickr
20210720_210723 by Tom ., on Flickr
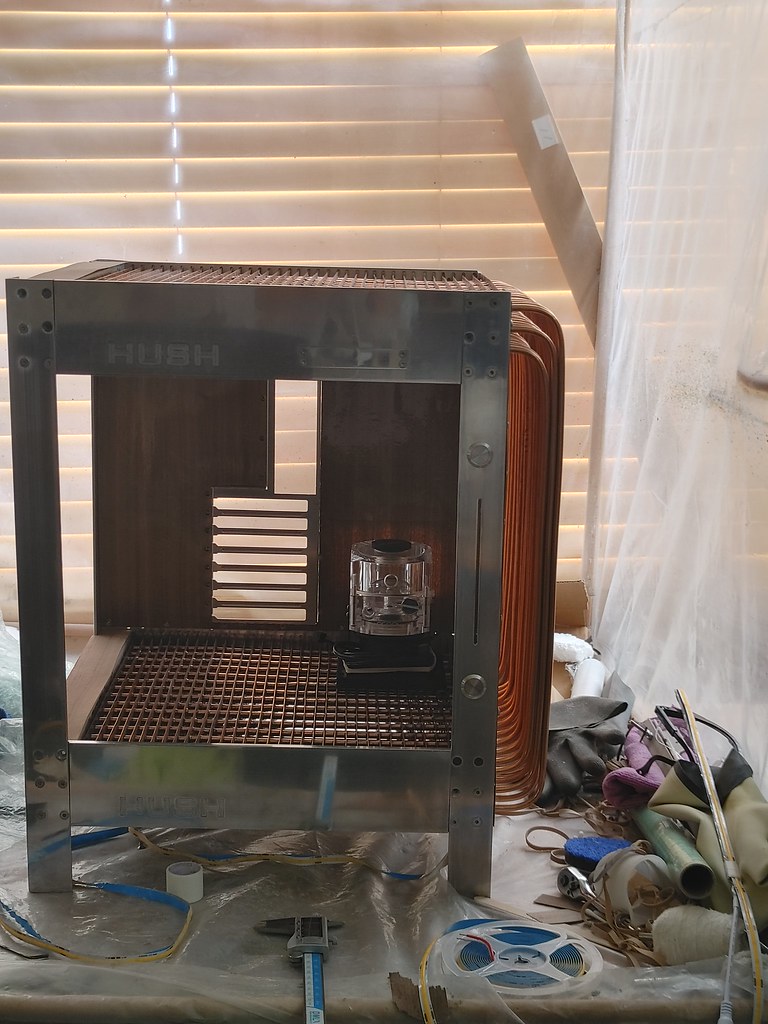
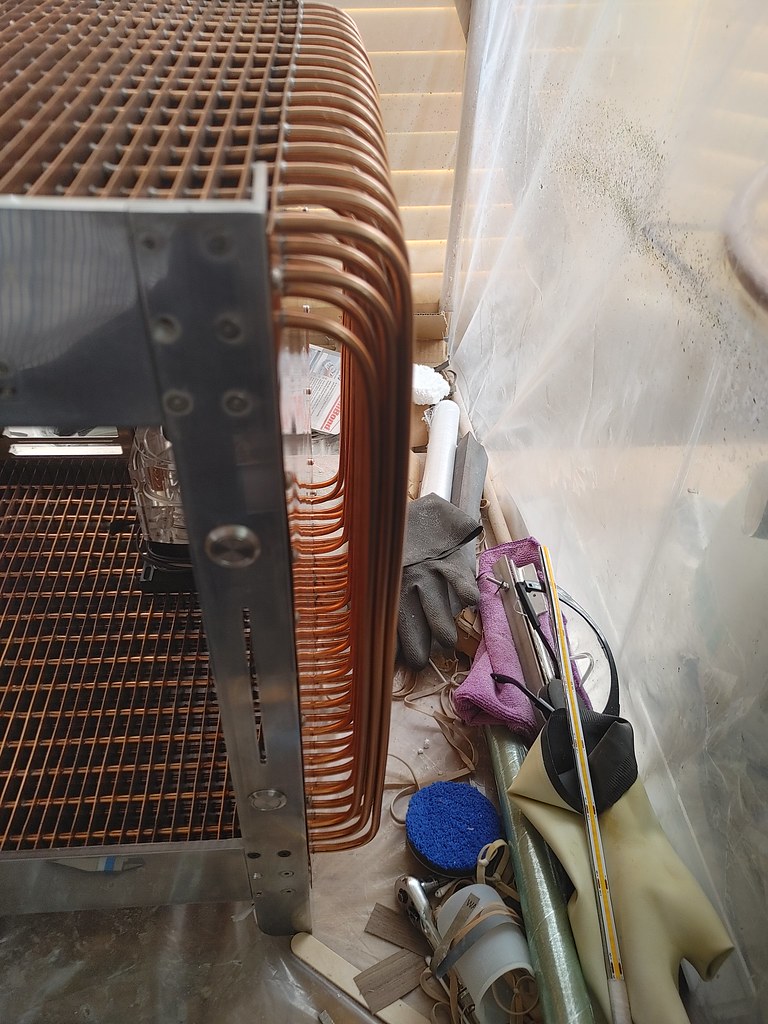
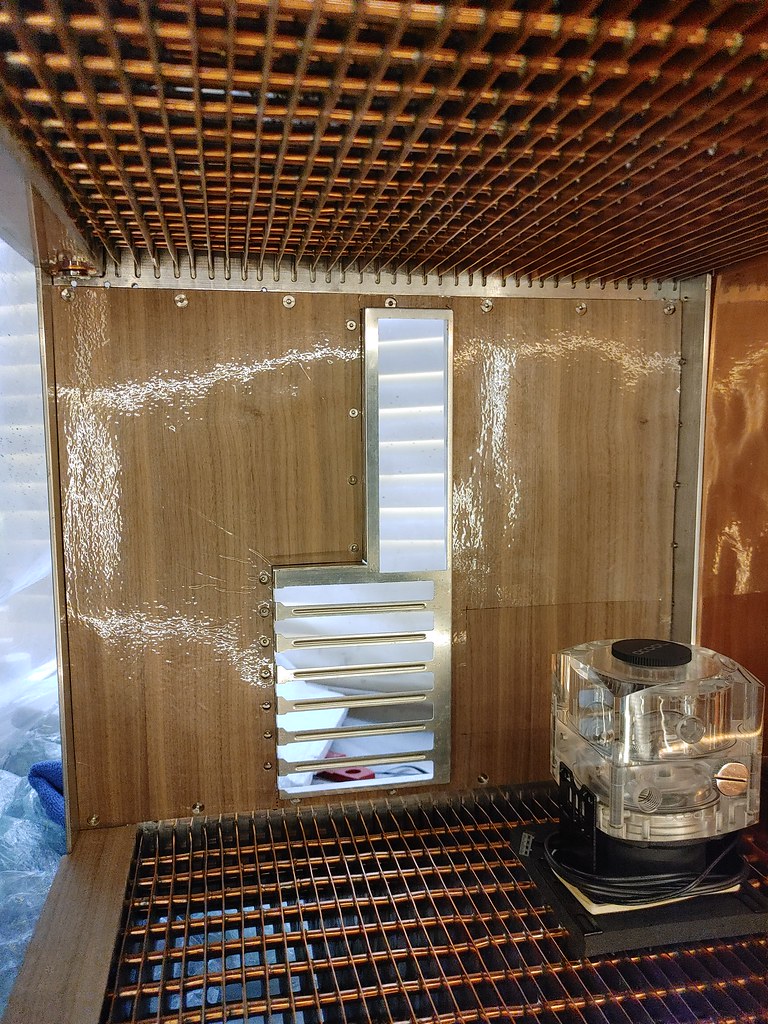
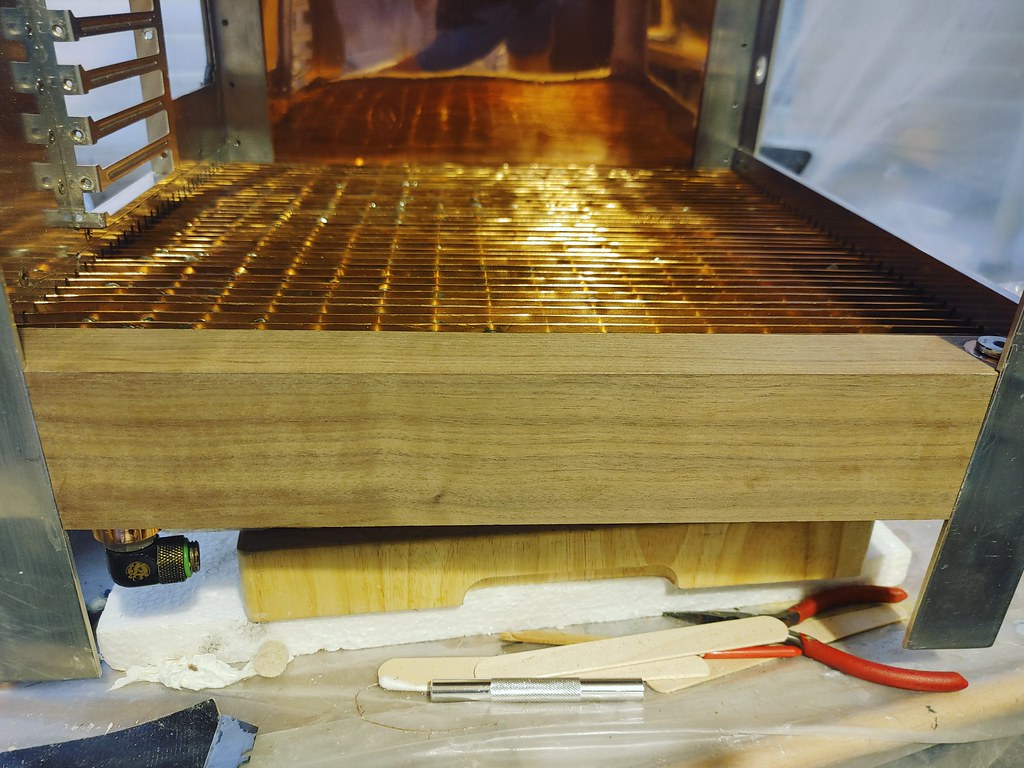
Some work is needed... Those dribbly gummy looking bits on the boxes at the end are polyester resin that was used to fill crinkled valleys left when originally casting the polyester for the water distributor boxes using acrylic sheet for the mold (the polyester resin pulled the protective sheet on the acrylic off as it set). That'll need sanding down...
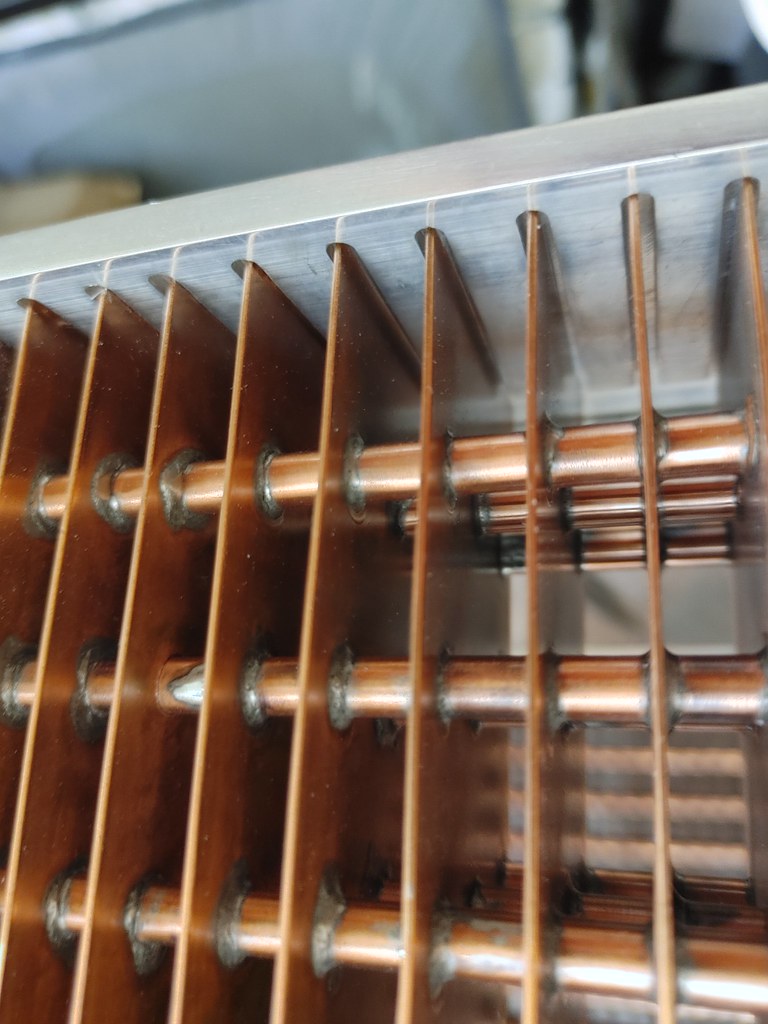
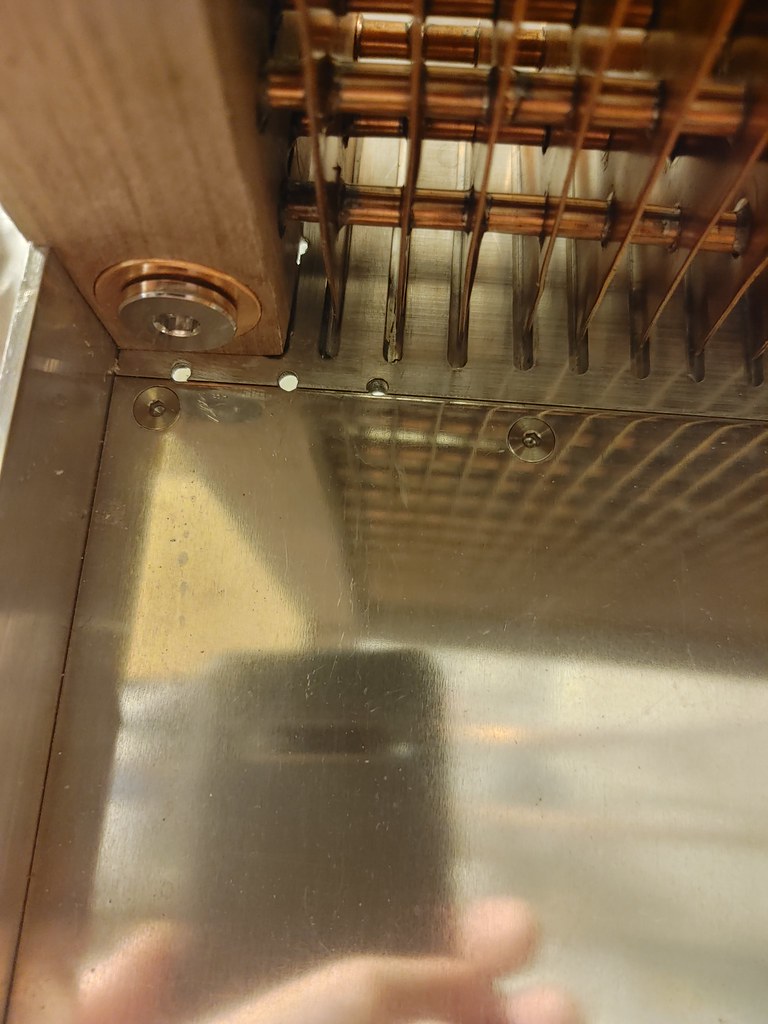
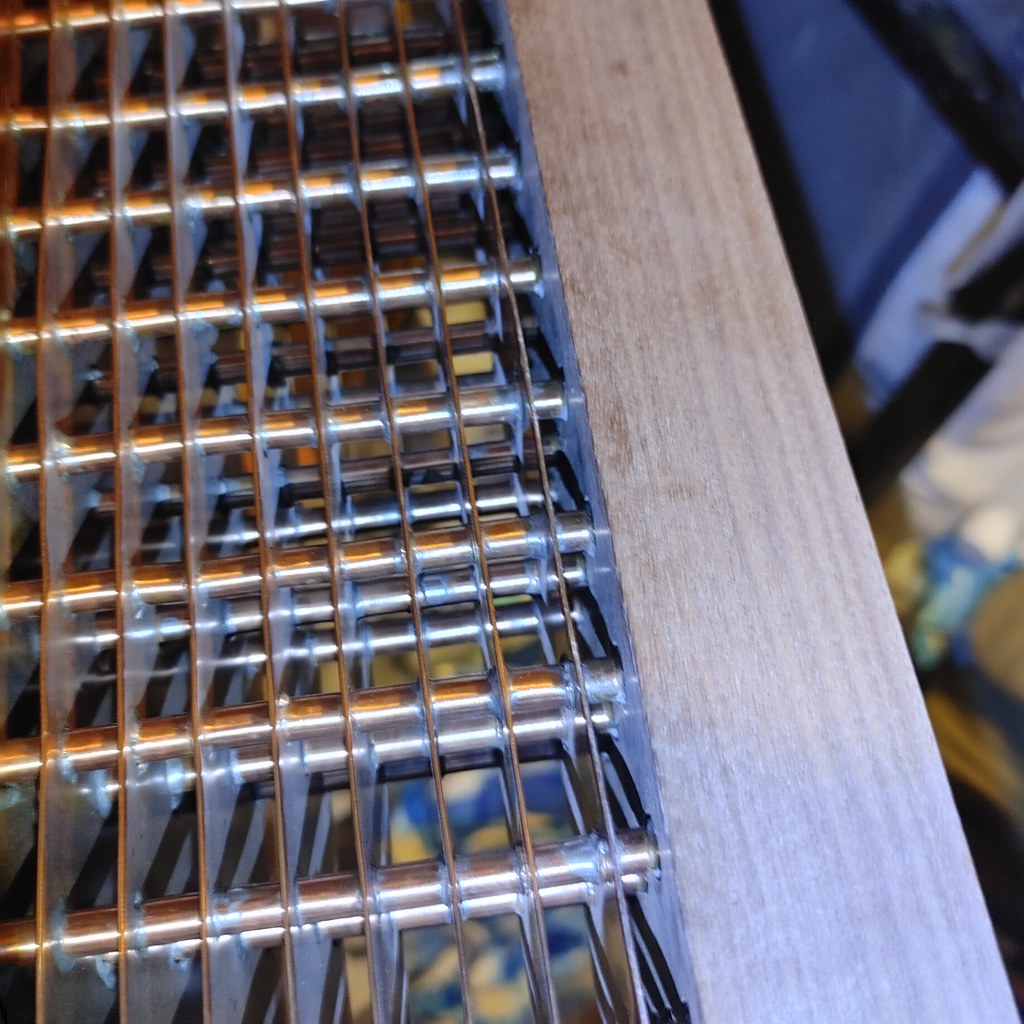
Polishing was tricky - it's an intricate design with pipes in the way and is difficult getting between the cooling fins and pipes....
So this project was started in 2009, and got to a working stage with hardware in etc, but as I was moving every year or more frequently for work (sometimes out of the country) I switched to using a modded Lian Li PC7 watercooled case, or briefly a gaming laptop for covenience.
Last Summer when changing water in my loop I rediscovered this under a table, and for some unknown reason thought polishing it and finishing it would be a good idea. So what do we have?
20210719_175350_HDR by Tom ., on Flickr20210719_175552_HDR by Tom ., on Flickr
20210719_175647_HDR by Tom ., on Flickr
20210719_175559_HDR by Tom ., on Flickr
20210720_210723 by Tom ., on FlickrSome work is needed... Those dribbly gummy looking bits on the boxes at the end are polyester resin that was used to fill crinkled valleys left when originally casting the polyester for the water distributor boxes using acrylic sheet for the mold (the polyester resin pulled the protective sheet on the acrylic off as it set). That'll need sanding down...
Polishing was tricky - it's an intricate design with pipes in the way and is difficult getting between the cooling fins and pipes....
Last edited: